
HONKAのログキットはこうして生まれる。
(フインランドファクトリー訪問記)
ホンカのログ工場は、カルスゥトラ工場・アラヤルビ工場の2大工場をメインに生産される。
他にリエクサ工場、パルタモ工場がありイカーリネンには建具の生産拠点が有る。
各工場の分担は最近大きく見直されており、常に設備投資が行われている。
近代的な工場で生産されるホンカログキットには、品質を保証するCEマークが付与されます。
カルストゥラ工場編
アラヤルビ工場編
建具工場編
ここで紹介している工程の中には、既に変更されているものもありますが、ログハウスキットの
製造工程を紹介する為にあえて紹介している工程もあることをご了承ください。
また、社外秘で一部見づらい画像もありますが、適当に想像してください。
カルストゥラ工場編

カルストゥラ工場、フィンランド中部WRC1000湖ラリーで有名な街ユヴァスキラの北に位置する大工場
主に丸ログと板材を生産。各工場の製品は、カルストゥラに集約され、世界各地へデリバリーされている。


伐採業者から搬入された原木が何千本もストック、大きさはある程度揃っていると言ってもかなりバラバラ
日本では港湾位でしか見かけない大形の重機で作業、丸太をまとめてラインへ

原木は最初にこの妙な輪に通されます。この機械は金属探知機。ハンターや二次大戦時の銃弾など、原木に金属が存在
しないかチェックします。万が一金属を飲み込んでいると、カッターの刃がボロボロにされてしまうのです。
たまーに金属が発見されるというから驚きです。
最初に皮を剥ぎ取ります、ギヤのオバケでゴリゴリと皮を剥がします。


皮を剥いだ原木は、コンピュータで大きさが計られ、熟練のオペレーターによって何に加工するか決められます。
ログに加工される木はそのまま乾燥工程へ、板材に加工する木はザックリとスライスします。
板材でも厚い板、薄い板、幅広、幅狭と用途は様々、一本の木を無駄無く木取りして製材していきます。


製材された木の、各サイズごとの仕分けも自動化されています。同じサイズごとにまとめ、乾燥窯に入ります。
これは一般的なスチーム乾燥窯、窯は20近くあり常に稼動しています。キリングドライって奴ですね。
部材によって乾燥時間が異なります、何週間も入れられる部材もあります。


人工乾燥だけでは乾燥は終わりません、窯から出された木はやはり何週間も自然乾燥させます。
こうしてログへの加工に適した乾燥率になるまで乾かします。


板は比較的早く乾かせますが、ログはそうもいきません。屋根付きの乾燥セクション、ン千本は常に乾燥されています。
工場の片隅にあるエネルギープラント、工場の削りクズを利用したコージェネレーションプラント
発電した電気は工場で使い、余熱で作ったお湯は街へ供給されます。


乾燥後製材された木は各パーツごとにストックされます。各サイズや形状ごとなのでもの凄い量です。
垂木などの構造材から床材、仕上げ板、飾り板、モールなど、日本では使われていない形状の材もチラホラ


物件のオーダーリストを元にストック棚から材料を出し、必要なものはラッピング。スペースの無駄無くまとめたら梱包
バンドルの重さを計りながらの作業です。バンドルの最大重量は3トン、これ以上では荷下ろしの際に危険です。


出来上がった梱包は外で他の材料梱包を待ちます。フィンランドは乾燥しているし、梱包も厳重なのでそのまま積まれていますが
今年から屋根を設けてその下に保管するようになるそうです。
他の工場の製品や、外注メーカーの製品など全て揃ったら出荷です。ヨーロッパなど大陸はほぼトラックデリバリー
なんと荷下ろしサービス付きだそうです。コンテナ輸送は日本・台湾・韓国・USAなど。
ホンカオーナーさんはバンドルのサイズが分かると思います、それをまとめてつかむ重機のデカサ、お分かりですね。


右は丸ログライン棟の入り口、最新のマシンカットログ製造システムが備わっています。
見学コースもありかなりセキュリティが厳しい、近くでは作業を見せてくれません。


でもやっている事は単純です、原木を削って丸くし、ノッチを削り穴を開け長さで切る、ピースにラベルを貼って
ラベルのバーコードで数量をチェック、梱包台で効率よくピースを梱包しいっちょ上がり。
シャッターの向こうで重機が待っている訳ですね。


工場見学コースの通路には様々なディスプレイがあります、サウナグッズやおなじみのホンカ時計
原木の木取りサンプルも展示されています、この木は柱・垂木・間柱・板となる訳ですね。
隣に見えているのはペットケージの下敷き材などに加工された削りくず、クズも売ります。


さらに梱包のクッション材、ビニールのプチプチよりも木の方が臭いもいいしエコロジーですよね。
日本では安く入手できないのが残念。
さらにノッチやログのサンプルも展示してあります、日本でもラインナップされたコーナーケージ
フィンランドでは地域によって木口を見せてはいけないという建築法規があり、コーナーを短く切ってカバー
なんてことはない、こうなっているのです。


こちらは工場の近くにある下請けメーカーさんの工場、主に集成材を作っています。綺麗な近代的な工場です。
作り方は簡単、乾燥材を必要な厚さにカットし、必要な幅になるよう接着剤をつけてプレス、乾けば完成


こちらも下請けさんの工場、主に手摺パーツや階段(FIN仕様)を作っています。
ササラの加工などはNCマシンで削り出します。綺麗に完成。日本にこういう工場とか余り無いですよね?
建具工場編

これがホンカの建具を生産している会社の工場です。綺麗な工場で以前はホンカの子会社でもありました。
現在は資本比率で子会社ではありませんが、ホンカの重要なパートナー企業です。
新しい建具の開発も進んでいます。最近ではKUPドアがバージョンUPして復活です。


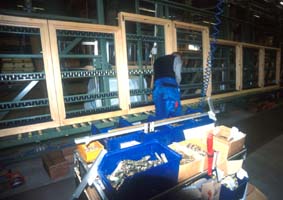
フレーム材のストック、各サイズごとに相当数が用意され補充されます。
右側は死に節を除去して埋木している工程、窓のフレームにある丸い埋木がコレです。

指示書に従って必要な枠材を組み合わせフレームを作ります。水切ガイドなど金属パーツも取付られます。
フレームにはDK窓のラッチ受けなどが手作業で取付られます。


枠と同時に窓本体も作っています。パッキンを二重につけて、今は格子の金具を取り付けているところ。
金具が付いたら枠に窓をセットしてガラスを入れます。構造は至ってシンプル。


ガラスをコーキングして格子をつければ完成。ぐるぐるとラッピング。
オーダー品をまとめ網戸をつけて出荷、この頃はまだ木の網戸でしたね。


この工場では屋外ドアも作っています、でもコレはドアサイズの窓なんです。ドアとの違いは内側からしか開かない。
右は塗装ライン、オプションの工場塗装を選ぶと、ここで綺麗に塗装した建具が届きます。
アラヤルビ工場編

以前は別の会社だったらしいアラヤルヴィ工場、ラミネートログを製造
この工場には日本人スタッフも居ます。
2005年に新しいラミネートラインが完成したばかりです。


いきなり出迎えてくれたラミネートログ原材料の山、これから製造ラインに入れられます。
こちらも大規模なスチーム乾燥窯と自然乾燥中の材料、とにかく広い、寒い・・


人工乾燥のスピードUPは工場の効率アップに直結する為、新しい方法や設備へのリニューアルも進んでいます。
製材された材は並べられて数週間窯の中です。こんな窯が20近くあります。


ラインは複数の建物に分かれています、接着している所、削っている所、カットして梱包している所などです。
ラミネートログ最大の輸出国は日本、工場にも日本向け専用ライン「JAPAN-LINE」がある程です。
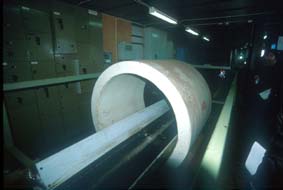
右は乾燥工程から来たラミネート原木


まずは原木をプレーナーにかけ表面を綺麗にして接着剤を塗ります。正面のログ壁の中に機械が有ります。
右の画像ですが、当然社外秘で機械は紹介できません。現在は工場がリニューアルされたのでこの機械はもうありません。


接着剤が塗られた材は、互いの面で接着され大形プレスにかけられます。この状態で接着剤が乾く迄数日間置かれます。
プレスから外された接着済みの材、これを削っていくのです。接着に要する期間は接着剤次第です。
酢酸エマルジョン樹脂接着剤とユリア樹脂接着剤では乾燥に要する時間も変わって来ます。
EUでも接着剤の品質は問われるようになってきているそうです、良い接着剤は高価なのですが、上手に塗って使用量
を節約したり、その分の効率アップでコストを吸収したりと常に見直しが行われます。
ラミネートログはメーカーによって当然その接着剤も違えば製品強度も品質も異なるのです。


削る前に、必要な長尺材を作るために材をフィンガージョイントで繋ぎます。フィンガーに削り出し、接着剤をつけて
ジョイントします。プレスマシンでガッチリとジョイント。

出来た製品は削り出しの工程に送られますが、その前にラミネートのテストも行われます。
重機の後ろの建物にはテスターマシンのある部屋があります。


ラミネートログは剥がれないのか?世界中から投げかけられる疑問です。
左の窯では製品から選びだしたテストピースを入れて加水・加圧テストを行います。加水テストでは含水率200%まで水を
木に含ませます。そして真空にまで加圧して水分を抜きます、こういう工程で接着面が保たれるかをロットごとにテスト
もしエラーが出た場合、そのロットはログとして加工される事はありません。
右の機械は曲げ、専断強度を計測するテスターです。ここで得られたヤング率は設計にフィードバックされます。

実際にテストされたピース、108バールとか書かれています。このロットごとのテストデータは
国の機関に提出されているそうです。自分達が商品化する材料の責任を全うする為に必要な工程です。


接着テストに合格した材料は、モールダーで削られホンカ独自の断面形状に加工されます。
楔状のキーラも削り出されます。この加工部分はトップシークレットなのでご紹介できません。
削り出した材がノッチ加工工程に廻されます、右はMLLログが削られたところ。


キーラノッチの加工もトップシークレットなのでマシンにはモザイク処理をしています。
ラインに投入されたログはコンピュータ制御のCADCAMシステムで各ピースへ加工されます。


木を削り、穴を開けるだけの作業ですが、ずっと見入ってしまう程です。次から次へとノッチが削られ、ダボ穴が
開けられ、最後にラベルがつけられて梱包セクションに出て来ます。


最新のボールノッチが施されたログ、梱包されてどこかの国へ出荷されるんですね。
ラインは1つだけ、角ログの大半はこのラインから出て来ます、皆さんのログもここを通っているでしょう。
サイズの違うログを加工する時は、モールダーの刃を交換したりマシンを調整したりですが、それでも現在の
注文を十分さばけるだけの生産能力があるそうです。


こちらはNCマシン、木の林檎とか削り出せる3D加工マシンです。ホンカルックパーツのデザインポストや
特注品の加工などを行います。一応機械はモザイクいれさせてもらいます。
右はデザインポスト、オリジナリティあふれるホンカログに、更なるオリジナリティを追加するパーツです。


広いストックヤードには出荷待の製品が山と積まれています。全てのパーツが揃ったら、右のステージでまとめられ
コンテナに押し込まれます。コンテナはカルスゥトラ工場に運ばれ、他の部材も追加積載されたりして日本へ送り出されます。
戻る